 English
English русский
русский Español
Español
-
 Подшипники ступиц колес
Подшипники ступиц колес -
 Подшипники ступиц колес
Подшипники ступиц колесDAC387436 DAC458045 Ступица Шариковый шариковый подшипник колеса автомобиля
-
 Сферические подшипники
Сферические подшипникиОпорный подшипник из нержавеющей стали FL204 FL205 FL206
-
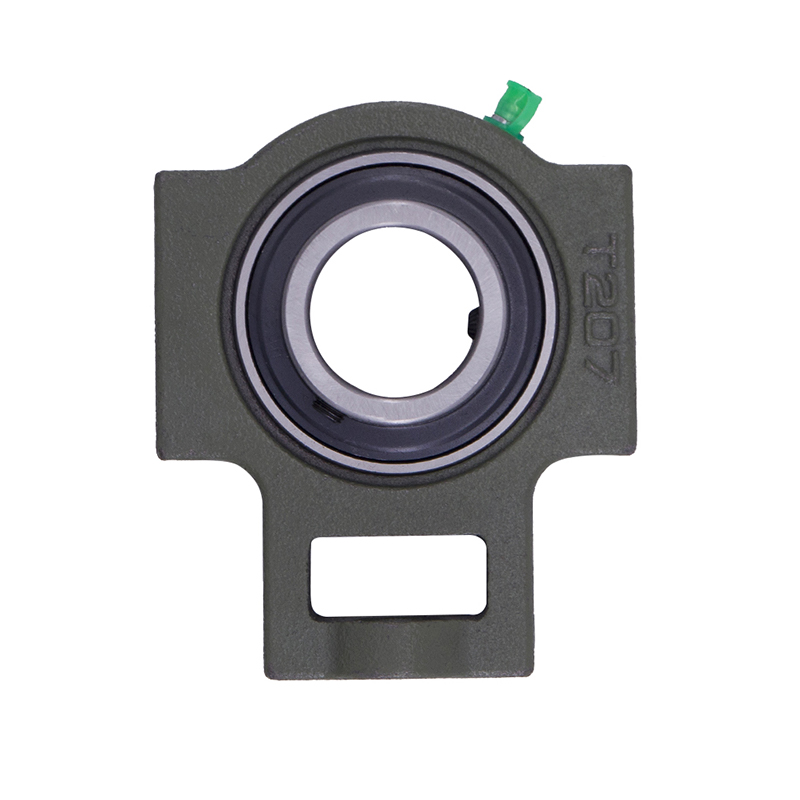 Сферические подшипники
Сферические подшипникиT204 T207 UC204 Высокоскоростной вставной опорный подшипник
-
 Сферические подшипники
Сферические подшипникиFC204 F210 Авто колеса велосипеда опорный подшипник
-
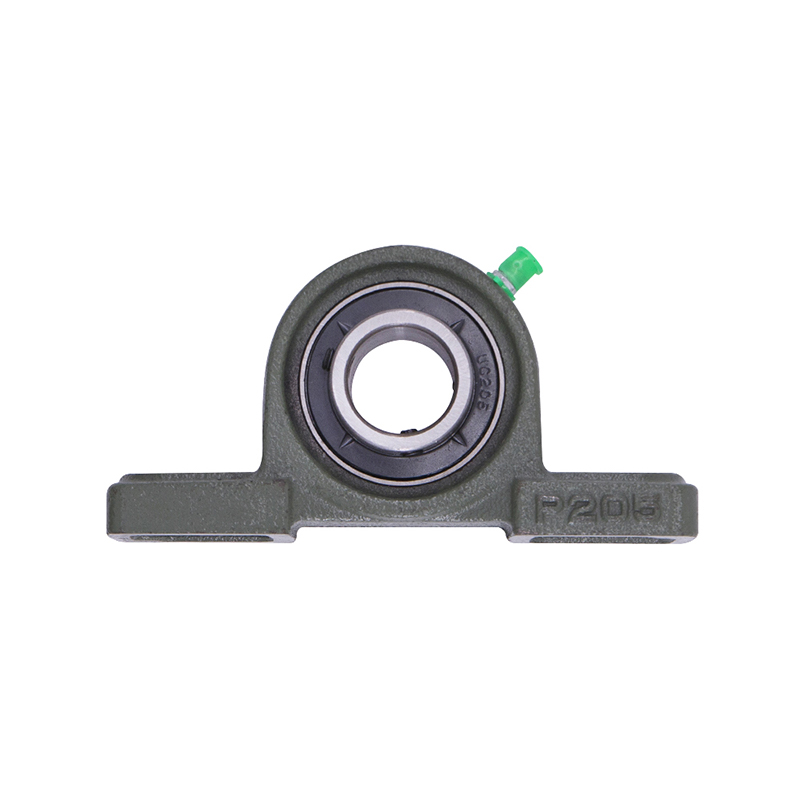 Сферические подшипники
Сферические подшипникиP207 206 205 203 Высокоточный опорный подшипник колеса
-
 Упорные роликовые подшипники
Упорные роликовые подшипникиS51100 S51107 S51109 Упорный шарикоподшипник колеса автомобиля
-
 Упорные роликовые подшипники
Упорные роликовые подшипники51110 51107 51104 51206 Высокоскоростной упорный шарикоподшипник
Характеристики игольчатых роликоподшипников из нержавеющей стали диаметром 1 дюйм
Новости отрасли-
Игольчатые роликоподшипники из нержавеющей стали 1 дюйм получили широкое признание благодаря своему уникальному сочетанию характеристик, что делает их незаменимыми компонентами различных механических систем. Эти подшипники состоят из цилиндрических роликов, длина которых значительно превышает их диаметр, что отличает их от других типов роликоподшипников. Вот некоторые ключевые характеристики, определяющие материал и функциональность этих подшипников:
Коррозионная стойкость
Нержавеющая сталь известна своей исключительной устойчивостью к коррозии, что делает ее идеальным материалом для игольчатых роликоподшипников, используемых в средах, подверженных воздействию влаги, химикатов и других агрессивных элементов. Содержание хрома в нержавеющей стали образует пассивный слой на поверхности, защищая подшипник от ржавчины и коррозии, тем самым продлевая срок его эксплуатации.
Прочность и долговечность
Игольчатые роликоподшипники из нержавеющей стали обладают высокой прочностью на разрыв и долговечностью. Эта прочность гарантирует, что подшипники могут выдерживать значительные нагрузки и напряжения, не деформируясь и не выходя из строя. Долговечность нержавеющей стали также способствует способности подшипника сохранять работоспособность в течение длительного времени, даже в суровых условиях эксплуатации.
Теплостойкость
Еще одной важной характеристикой нержавеющей стали является ее способность сохранять структурную целостность при высоких температурах. Эта термостойкость жизненно важна для применений, в которых подшипники подвергаются воздействию повышенных температур, поскольку она предотвращает термическую деградацию и обеспечивает стабильную работу. Это делает игольчатые роликоподшипники из нержавеющей стали пригодными для использования в двигателях, турбинах и других высокотемпературных средах.
Процесс шлифования поверхности игольчатых роликоподшипников для тяжелых условий эксплуатации
Процесс шлифования поверхности является важнейшим этапом производства игольчатых роликоподшипников, предназначенных для тяжелых условий эксплуатации. Этот процесс включает в себя точное удаление материала с поверхности подшипника для достижения желаемых размеров и качества поверхности. Вот углубленный взгляд на процесс шлифования поверхности этих важных компонентов:
Начальная подготовка
Прежде чем приступить к шлифованию поверхности, игольчатые роликоподшипники проходят ряд подготовительных этапов. Сюда входит первоначальная обработка компонентов подшипника до черновых размеров. Затем детали подвергаются термической обработке для повышения их твердости и долговечности. Правильная подготовка имеет решающее значение, поскольку она гарантирует, что процесс шлифования может быть выполнен с высокой точностью и эффективностью.
Настройка шлифовального станка
В процессе шлифования поверхности используются специализированные шлифовальные станки, оснащенные абразивными кругами. Эти станки настроены таким образом, чтобы подшипники располагались правильно и надежно удерживались во время шлифования. Настройка включает в себя регулировку скорости шлифовального круга, скорости подачи и глубины резания в соответствии с конкретными требованиями обрабатываемых игольчатых роликоподшипников.
Процесс шлифования
Фактический процесс шлифования включает в себя перемещение абразивного круга по поверхности компонентов подшипника. Это движение тщательно контролируется, чтобы при каждом проходе удалять небольшое количество материала. Целью является достижение точных размеров и гладкой поверхности, необходимых для правильной работы подшипников. Процесс шлифования может выполняться в несколько этапов, начиная с грубого шлифования для удаления большего количества материала и заканчивая более тонким шлифованием для чистовой обработки.
Охлаждение и смазка
В процессе шлифования выделяется значительное количество тепла из-за трения между абразивным кругом и поверхностью подшипника. Для управления этим теплом и предотвращения термического повреждения подшипников используется система охлаждения и смазки. Эта система обеспечивает непрерывный поток охлаждающей жидкости в зону шлифования, которая не только охлаждает подшипники, но и смазывает точки контакта, уменьшая износ как подшипников, так и шлифовального круга.
Инспекция и контроль качества
После шлифования игольчатые роликоподшипники проходят строгий контроль и контроль качества. Эти проверки гарантируют, что подшипники соответствуют требуемым допускам размеров и характеристикам качества поверхности. Передовые инструменты и методы измерения, такие как координатно-измерительные машины (КИМ) и тестеры шероховатости поверхности, используются для проверки точности и качества шлифованных поверхностей.
Наш продукт//
Сопутствующий товар
Если вы заинтересованы в нашей продукции, пожалуйста, проконсультируйтесь с нами
Контактная информация
- Адрес: 1377-13 Yinhai International, Jinhua, Zhejiang, China
- Факс: 0086-0319-8544668
- Телефон: +86-15215868236
+86-15833609668 - Электронная почта: [email protected]
Продукты
Прямая ссылка
Центр новостей
Мобильный терминал
Авторское право © Yiwu Delian Bearing Co., Ltd. Все права сохраняются.
