 English
English русский
русский Español
Español
-
 Подшипники ступиц колес
Подшипники ступиц колес -
 Подшипники ступиц колес
Подшипники ступиц колесDAC387436 DAC458045 Ступица Шариковый шариковый подшипник колеса автомобиля
-
 Сферические подшипники
Сферические подшипникиОпорный подшипник из нержавеющей стали FL204 FL205 FL206
-
 Сферические подшипники
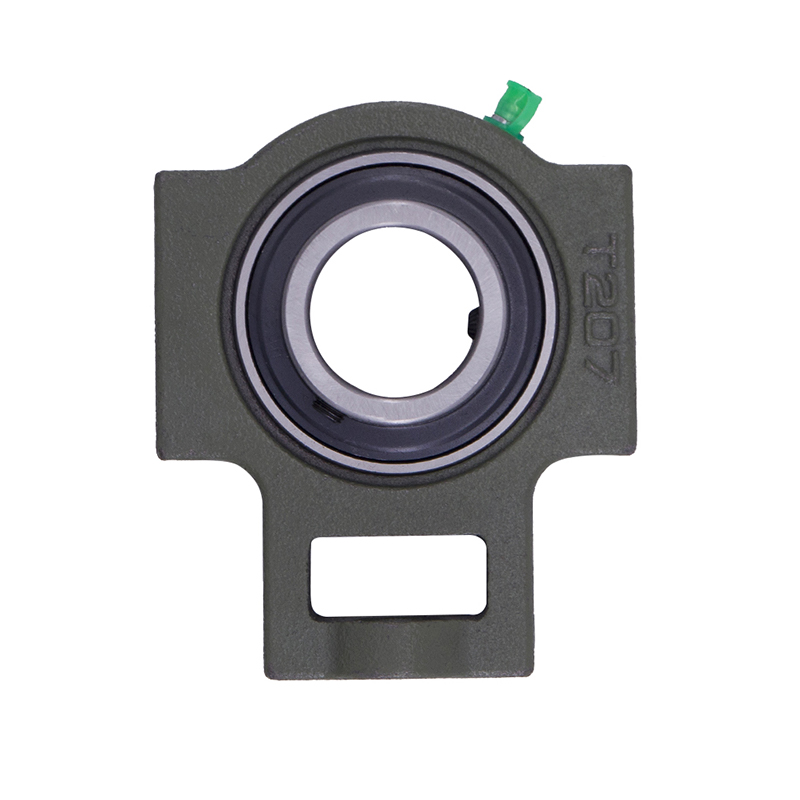
Сферические подшипникиT204 T207 UC204 Высокоскоростной вставной опорный подшипник
-
 Сферические подшипники
Сферические подшипникиFC204 F210 Авто колеса велосипеда опорный подшипник
-
 Сферические подшипники
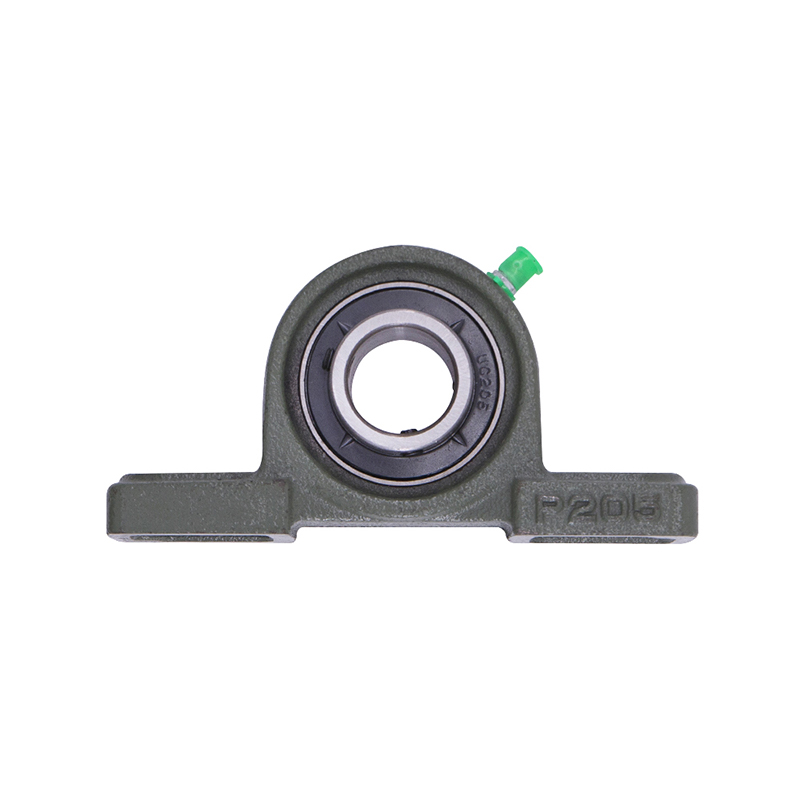
Сферические подшипникиP207 206 205 203 Высокоточный опорный подшипник колеса
-
 Упорные роликовые подшипники
Упорные роликовые подшипникиS51100 S51107 S51109 Упорный шарикоподшипник колеса автомобиля
-
 Упорные роликовые подшипники
Упорные роликовые подшипники51110 51107 51104 51206 Высокоскоростной упорный шарикоподшипник
Проектирование и изготовление подшипникового блока толщиной 16 мм.
Новости отрасли-Дешевая и качественная поставка подшипникового блока диаметром 16 мм.
В прецизионном машиностроении и оборудовании автоматизации, где корпус подшипника является ключевым компонентом поддержки и позиционирования, его производительность напрямую влияет на стабильность и эффективность всей системы. Процесс проектирования и производства требует тщательного подхода, особенно для небольших корпусов подшипников диаметром всего 16 мм, чтобы обеспечить высокую прочность и точность при малых размерах. В этой статье будет глубоко изучен процесс проектирования и производства подшипниковый блок 16 мм. , от проектирования САПР до выбора материала, а затем до технологии обработки, всесторонний анализ процесса рождения 16-миллиметрового подшипникового блока.
САПР-дизайн
Этап проектирования является отправной точкой всего производственного процесса и ключом к определению качества конечного продукта. Для проектирования подшипникового блока толщиной 16 мм инженерам необходимо было создать подробную 3D-модель в программном обеспечении САПР. Это не только простой чертеж формы, но также включает всестороннее рассмотрение многих аспектов, таких как оптимизация конструкции, механика материалов и анализ термических напряжений. Конструкция должна обеспечивать равномерную толщину стенок подшипникового блока толщиной 16 мм, избегать точек концентрации напряжений и учитывать требования к пространству для установки подшипников, чтобы обеспечить плавную установку и снятие подшипников. Кроме того, при проектировании необходимо также учитывать возможность последующей обработки, например, резервирование припусков на обработку для обеспечения обрабатываемости различных деталей.
Выбор материала: производительность – это все
Выбор материалов напрямую связан с несущей способностью и сроком службы подшипникового блока 16 мм. Для подшипникового блока диаметром 16 мм обычно выбирают материалы с высокой твердостью, высокой износостойкостью и хорошей усталостной прочностью. Хорошим выбором будет литая сталь (например, ZG45), ковкий чугун (например, QT400-17) или специальная легированная сталь. После определения материала также необходимо провести детальную проверку материала, чтобы убедиться, что химический состав и физические свойства соответствуют проектным требованиям, чтобы гарантировать качество и стабильность конечного продукта.
Технология обработки
Процесс обработки является основным этапом преобразования проектного чертежа в физический продукт. Производство подшипникового блока толщиной 16 мм обычно проходит следующие ключевые этапы:
- Подготовка заготовки: Заготовка гнезда подшипника изготавливается методом литья или ковки. Этот процесс требует строгого контроля температуры и давления для формирования плотной, бездефектной заготовки.
- Механическая обработка: заготовка подвергается черновой обработке для удаления лишнего материала, а затем подвергается окончательной обработке, такой как токарная обработка, фрезерование, сверление и т. д., для достижения требований к размеру и допускам, указанных в проектных чертежах. На этом этапе широко используются высокоточные станки с числовым программным управлением (ЧПУ), чтобы обеспечить точность и эффективность обработки.
- Термическая обработка: для улучшения механических свойств материала гнездо подшипника необходимо подвергнуть термической обработке, такой как отжиг, закалка, отпуск и т. д., чтобы увеличить твердость, повысить ударную вязкость или устранить внутренние напряжения.
- Обработка поверхности: наконец, обработка поверхности, такая как гальваника, пескоструйная обработка, окисление и т. д., для повышения коррозионной стойкости и красоты 16-миллиметрового подшипникового блока.
Заключение
Процесс производства 16-миллиметрового подшипникового блока, от проекта до физической формы, представляет собой сложную инженерную работу, сочетающую в себе современные технологии и традиционные методы. Каждое звено требует тщательного планирования инженеров и отточенных навыков операторов. Именно такое внимание к деталям позволяет, казалось бы, незначительному подшипниковому блоку толщиной 16 мм играть важную роль в сложных промышленных условиях.
---
В этой статье представлен обзор фактического процесса производства подшипниковых блоков диаметром 16 мм, который может варьироваться в зависимости от конкретных требований к проектированию и условий производства.
Наш продукт//
Сопутствующий товар
Если вы заинтересованы в нашей продукции, пожалуйста, проконсультируйтесь с нами
Контактная информация
- Адрес: 1377-13 Yinhai International, Jinhua, Zhejiang, China
- Факс: 0086-0319-8544668
- Телефон: +86-15215868236
+86-15833609668 - Электронная почта: [email protected]
Продукты
Прямая ссылка
Центр новостей
Мобильный терминал
Авторское право © Yiwu Delian Bearing Co., Ltd. Все права сохраняются.
